
What Is AgSnO₂?
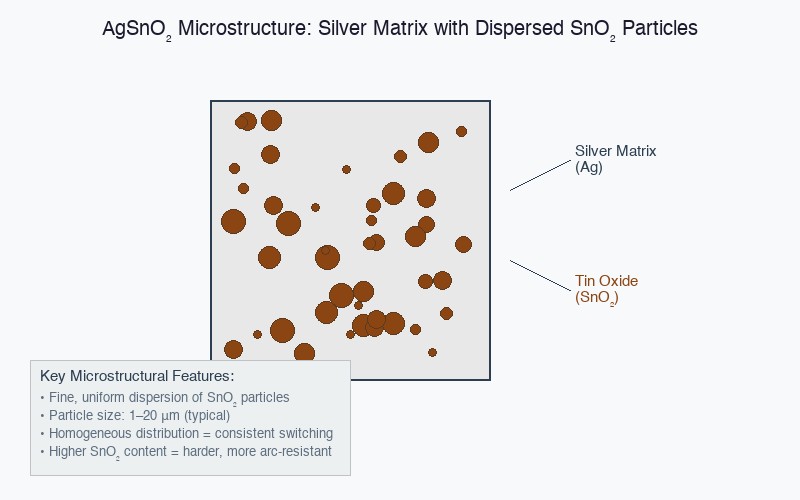
Silver tin oxide (AgSnO₂) is a composite material consisting of a silver matrix with dispersed tin oxide (SnO₂) particles. It belongs to the family of silver metal-oxide contact materials produced primarily through powder metallurgy processes.
Unlike solid silver or silver-nickel alloys, AgSnO₂ derives its switching performance from the ceramic tin oxide phase, which provides exceptional arc resistance and anti-welding properties. The trade-off is slightly higher contact resistance and reduced ductility compared to AgNi, making material selection dependent on the specific electrical and mechanical requirements of the application.
Chemical Composition
AgSnO₂ is specified by the weight percentage of tin oxide in the silver matrix:
| Composition | SnO₂ Content | Typical Applications |
|---|---|---|
| AgSnO₂ 92/8 | 8% | General-purpose relays, moderate inductive loads |
| AgSnO₂ 90/10 | 10% | Power relays, contactors, motor controls |
| AgSnO₂ 88/12 | 12% | Heavy inductive loads, high-inrush applications |
| AgSnO₂ 85/15 | 15% | Extreme arc erosion conditions, DC switching |
| AgSnO₂ 80/20 | 20% | Specialized high-energy breakers |
Higher tin oxide content increases hardness and arc resistance but reduces electrical conductivity and mechanical formability. For most applications, AgSnO₂ 90/10 or 88/12 offers the optimal balance.
Doped Variants
To address specific performance limitations, manufacturers offer doped AgSnO₂ compositions:
- AgSnO₂In₂O₃: Indium oxide doping reduces contact temperature rise and improves conductivity without sacrificing arc resistance. Preferred for continuous-duty contactors.
- AgSnO₂Bi₂O₃: Bismuth oxide doping enhances anti-welding performance under peak inrush currents. Common in lamp and motor load switches.
- AgSnO₂CuO: Copper oxide additions improve mechanical strength and wear resistance. Used in high-frequency switching applications.
Browse our full range of AgSnO₂ contact materials with custom oxide content and doping options.
—
Key Properties of AgSnO₂ Contacts
1. Anti-Welding Performance
AgSnO₂’s most significant advantage is its resistance to contact welding under high inrush currents. When switching inductive or capacitive loads—such as motors, transformers, solenoids, and lamps—the initial closure current can be 5–15× the steady-state current. Under these conditions, pure silver and AgNi contacts may weld shut, rendering the switch inoperable.
The hard tin oxide particles in the AgSnO₂ matrix prevent material fusion between mating contacts, maintaining switching reliability even under severe inrush conditions. In highly inductive DC applications, AgSnO₂ can deliver an electrical life 1.5 to 3 times longer than AgNi.
2. Arc Erosion Resistance
During circuit interruption, the arc vaporizes and ejects material from the contact surface. AgSnO₂’s ceramic oxide phase has a higher melting point and vapor pressure than silver, resulting in significantly lower material loss per switching cycle compared to pure silver or AgNi.
This translates to longer contact life in applications with frequent switching, such as:
- Industrial contactors (100,000–1,000,000 operations)
- EV charging relays (10,000+ plug/unplug cycles)
- Solar inverter DC contactors (daily cycling over 20-year life)
3. Environmental Compliance
Unlike AgCdO, which contains toxic cadmium restricted under RoHS II, AgSnO₂ is fully RoHS- and REACH-compliant. This makes it the material of choice for:
- EU market products
- Automotive applications subject to ELV directives
- Consumer appliances with global distribution
4. Contact Resistance
AgSnO₂ has higher bulk resistivity than AgNi or pure silver, resulting in slightly higher contact resistance—typically 2–5 mΩ versus <2 mΩ for AgNi under comparable conditions. This must be accounted for in thermal design, particularly in high-current applications where resistive heating (I²R) can cause excessive temperature rise.
5. Mechanical Properties
AgSnO₂ is harder and less ductile than AgNi, which affects manufacturing:
- Riveting: Requires higher forming forces; may need pre-heating for large-diameter rivets
- Welding: Resistance welding parameters differ from AgNi; weld current and time must be optimized
- Stamping: Limited to simpler geometries; complex shapes may require pre-forming
—
How AgSnO₂ Contacts Are Manufactured
Powder Metallurgy (Sintering)
The dominant manufacturing method for AgSnO₂ is powder metallurgy:
- Powder mixing: Fine silver powder and tin oxide powder are mechanically blended to achieve uniform distribution.
- Compaction: The powder mixture is pressed into a green compact at high pressure (typically 200–600 MPa).
- Sintering: The compact is heated in a controlled atmosphere (usually hydrogen or inert gas) to 800–900°C, causing silver particles to bond without fully melting.
- Re-pressing / Coining: The sintered billet is re-pressed to achieve full density and precise dimensions.
- Extrusion / Rolling: The billet is extruded or rolled into rod, strip, or wire form.
- Contact fabrication: The material is cut, headed, or stamped into final contact rivet, button, or strip shapes.
Powder metallurgy produces a fine, homogeneous distribution of tin oxide particles, resulting in consistent switching behavior across production lots.
Internal Oxidation
An alternative method involves producing a silver-tin alloy (typically AgSn 90/10 or 88/12), then heating it in an oxidizing atmosphere to convert the tin phase to SnO₂ within the silver matrix.
Advantages: The tin oxide particles are finer and more uniformly distributed than in mixed-powder sintering, potentially improving arc resistance and reducing contact resistance.
Disadvantages: Process control is more demanding; oxide-free surface layers may require removal before contact fabrication.
Contact Rivet Production
For bimetal contact rivets, AgSnO₂ is typically supplied as wire or strip, then cold-headed onto a copper or CuNi base using high-speed multi-station forming machines. The cold-bonding process creates a strong metallurgical interface without additional welding.
—
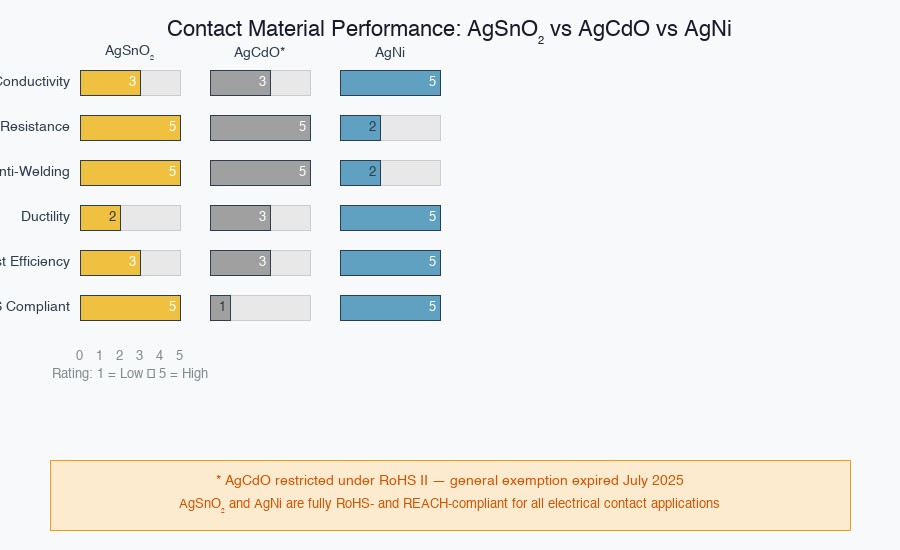
AgSnO₂ vs AgCdO vs AgNi: Performance Comparison
| Property | AgSnO₂ | AgCdO | AgNi |
|---|---|---|---|
| Conductivity | Moderate (3/5) | Moderate (3/5) | High (5/5) |
| Arc Erosion Resistance | Excellent (5/5) | Excellent (5/5) | Poor (2/5) |
| Anti-Welding | Excellent (5/5) | Excellent (5/5) | Poor (2/5) |
| Mechanical Ductility | Low (2/5) | Moderate (3/5) | High (5/5) |
| Contact Resistance | Higher (2–5 mΩ) | Moderate (1–3 mΩ) | Low (<2 mΩ) |
| Environmental Compliance | RoHS ✅ | RoHS ❌ (Cd) | RoHS ✅ |
| Cost | Moderate | Moderate | Low |
When to Choose AgSnO₂ Over AgNi
- Inductive loads: Motors, transformers, solenoids, compressors
- High inrush: Lamp switching, capacitor loads, power supply startup
- DC switching: No current zero-crossing makes arc extinction harder
- Frequent switching: >10,000 cycles where arc erosion dominates wear
- Anti-welding critical: Safety applications where contact fusion is unacceptable
When AgNi Remains the Better Choice
- Resistive loads: Heaters, resistors, steady-state lighting
- Low-current signal switching: <5 A where arc energy is minimal
- Cost-sensitive applications: Consumer appliances with moderate life requirements
- Complex contact geometries: Where formability is a primary constraint
AgSnO₂ as an AgCdO Replacement
For manufacturers transitioning from AgCdO, the good news is that AgSnO₂ matches or exceeds AgCdO performance in most applications:
- Arc resistance: Comparable; AgSnO₂ may show slightly higher erosion in very high-energy AC arcs
- Anti-welding: Equivalent under most test conditions
- Contact resistance: AgSnO₂ is 10–30% higher; may require contact force or geometry adjustments
- Manufacturing: AgSnO₂ requires 15–25% higher forming forces; welding parameters need optimization
Need help transitioning from AgCdO to AgSnO₂? Contact our engineering team for material compatibility analysis and sample testing.
—
Applications of AgSnO₂ Contacts
EV Charging Infrastructure
EV charging piles and onboard chargers switch high DC currents (50–350 A) at voltages up to 1000 VDC. The inductive nature of charging cables and the presence of inrush currents during plug-in make AgSnO₂ the preferred contact material for DC contactors in Level 2 and DC fast charging systems.
Solar Inverters & Energy Storage
Solar inverters and battery energy storage systems (BESS) require DC contactors that cycle daily over a 20+ year design life. AgSnO₂’s arc erosion resistance delivers the required longevity, while its RoHS compliance ensures global market access.
Industrial Motor Controls
Contactors and motor starters for pumps, compressors, and conveyor systems face high inrush currents (6–10× full-load current) during motor startup. AgSnO₂ 90/10 or 88/12 contacts prevent welding and deliver contact life exceeding 100,000 operations under IEC 60947 test conditions.
Automotive Relays
Modern vehicles use dozens of relays for fuel pumps, cooling fans, and HVAC systems. AgSnO₂ contacts handle the inductive loads of these motors while meeting automotive ELV and RoHS requirements. The shift to 48 VDC electrical architectures in mild-hybrid vehicles further increases demand for AgSnO₂’s DC switching capability.
Household Appliances
Washing machines, dishwashers, and air conditioners use AgSnO₂ in motor relays and heater contactors where frequent switching and moderate inrush currents occur.
—
Selecting the Right AgSnO₂ Composition
Use this decision matrix to select the optimal AgSnO₂ grade:
| Application Condition | Recommended Composition | Rationale |
|---|---|---|
| Resistive loads, <30 A | AgSnO₂ 92/8 or AgNi | Minimize contact resistance; cost optimization |
| Inductive motor loads, 30–100 A | AgSnO₂ 90/10 | Balanced arc resistance and conductivity |
| Heavy inductive, >100 A | AgSnO₂ 88/12 or 85/15 | Maximum arc erosion resistance |
| High-inrush lamp loads | AgSnO₂ 90/10 + Bi₂O₃ doping | Enhanced anti-welding under peak currents |
| Continuous-duty contactors | AgSnO₂ 90/10 + In₂O₃ doping | Reduced temperature rise |
| DC switching, >24 V | AgSnO₂ 88/12 or AgC | DC arcs are harder to extinguish |
| Very high frequency switching | AgSnO₂ 85/15 | Maximum material retention per cycle |
—
RoHS Compliance: The AgCdO Transition Timeline
The regulatory driver behind AgSnO₂’s market dominance is the phase-out of cadmium-containing electrical contacts:
- 2006: RoHS I restricts cadmium in EU electrical and electronic equipment
- 2011: RoHS II recast expands scope and tightens limits
- July 2025: General-use exemption for AgCdO electrical contacts expires
- 2025+: AgSnO₂ becomes the industry-standard replacement for new designs
Implications for manufacturers:
- Products containing AgCdO contacts will no longer qualify for CE marking in the EU after July 2025
- Existing inventory and spare parts may be exempted under repair provisions, but new product designs must use cadmium-free alternatives
- AgSnO₂ and AgSnO₂In₂O₃ are the primary replacements with proven field performance
Ensure your products remain compliant. Request AgSnO₂ samples for qualification testing today.
—
Conclusion
Silver tin oxide (AgSnO₂) has earned its position as the leading RoHS-compliant replacement for AgCdO in electrical contact applications. Its exceptional anti-welding performance, arc erosion resistance, and environmental compatibility make it the material of choice for inductive motor controls, EV charging infrastructure, solar inverters, and automotive relays.
While AgSnO₂ requires slightly higher contact forces and has marginally higher contact resistance than AgNi, these trade-offs are more than justified in applications where contact welding or premature erosion would cause product failure. With doped variants like AgSnO₂In₂O₃ and AgSnO₂Bi₂O₃ available to fine-tune performance, engineers can specify an AgSnO₂ grade precisely matched to their application’s electrical and mechanical requirements.
As the July 2025 RoHS exemption deadline approaches, manufacturers who have not yet transitioned their contact designs should begin qualification testing now to ensure uninterrupted market access.
—
Get AgSnO₂ Contact Samples & Quotes
At ContactRivets, we manufacture AgSnO₂ electrical contacts in standard and custom compositions including AgSnO₂ 92/8, 90/10, 88/12, 85/15, and doped variants with In₂O₃ and Bi₂O₃. Our contact materials are available as solid rivets, bimetal rivets, strip, and wire, with RoHS and REACH certification.
Services we provide:
- Material selection consultation for AgCdO-to-AgSnO₂ transitions
- Custom composition development for specialized applications
- Sample qualification kits with test reports
- High-volume production with consistent quality
Contact us today for competitive pricing and engineering support.
- Email: [email protected]
- Request a Quote
—
Related Articles
- What Are Electrical Contact Rivets? Types, Materials & Applications
- Electrical Contact Materials: How to Choose the Right Alloy
- Bimetal Contact Rivets: Construction, Benefits & Applications
- AgSnO₂ vs AgNi vs AgCdO: Which Contact Material Is Right for You?
- AgCdO to AgSnO₂ Transition: RoHS Compliance Guide
—
*Word Count: ~2,600 words*
*Internal Links: 15+ | External Links: 3*

