In the demanding world of marine engineering, the integrity of electrical contacts is often the thin line between operational success and catastrophic failure. Marine environments are notoriously harsh, characterized by high salinity, constant humidity, and fluctuating temperatures. These conditions accelerate oxidation and corrosion, leading to increased contact resistance, overheating, and eventual circuit failure. Among the various materials developed to combat these challenges, AgCuNi (Silver-Copper-Nickel) alloys have emerged as a premier solution for high-reliability marine applications.

The Chemistry of AgCuNi: A Triple-Action Defense
AgCuNi alloys are ternary systems that combine the high electrical conductivity of silver (Ag) with the mechanical strength of copper (Cu) and the exceptional corrosion resistance of nickel (Ni). While pure silver is an excellent conductor, it is relatively soft and prone to sulfidation in industrial or marine atmospheres. The addition of copper increases the alloy’s hardness and resistance to mechanical wear. However, it is the inclusion of nickel that provides the critical barrier against marine corrosion.
Nickel acts as a grain refiner in the silver-copper matrix. It helps in the formation of a stable, protective oxide layer that resists the penetration of chloride ions—the primary agents of corrosion in salt spray environments. This “triple-action” synergy ensures that the electrical contact remains low-resistance while maintaining its structural integrity over thousands of operations.
Performance in Salt Spray Testing
To validate the efficacy of AgCuNi alloys, engineers typically subject contact materials to rigorous ASTM B117 salt spray tests. In these tests, contacts are exposed to a 5% sodium chloride solution at elevated temperatures for hundreds of hours.
Standard AgCu alloys often show significant pitting and the formation of thick, non-conductive copper-oxide/chloride crusts within 48 to 96 hours. In contrast, AgCuNi alloys (such as AgCu10Ni0.5 or AgCu15Ni0.5) maintain a much cleaner surface profile. The nickel content prevents the selective leaching of copper, a process known as “dezincification” in brass but manifesting as porous degradation in silver-copper alloys. The result is a contact that can survive extended offshore deployments without requiring frequent maintenance or replacement.
Applications in Marine Panels and Switchgear
The primary application for AgCuNi contacts is in marine-grade low-voltage switchgear. This includes:
- Main Power Distribution Boards: Where high current loads require low contact resistance to prevent thermal runaway.
- Engine Control Units (ECUs): Where signal integrity is vital for the safe operation of propulsion systems.
- Deck Machinery Controllers: Exposed directly to sea spray, these components rely on AgCuNi’s surface stability to prevent “sticking” or welding.
- Marine Relays and Thermostats: Precision instruments that must operate reliably in high-humidity engine rooms.
Comparative Analysis: AgCuNi vs. Traditional Materials
When comparing AgCuNi to other common materials like AgSnO2 (Silver Tin Oxide) or AgNi (Silver Nickel), several advantages become clear. While AgSnO2 is excellent for anti-welding in AC contactors, it can be brittle and difficult to manufacture into complex rivet shapes. AgNi provides good arc erosion resistance but lacks the overall bulk corrosion resistance provided by the copper-nickel synergy in AgCuNi.
For marine applications where mechanical “toughness” is just as important as electrical performance, AgCuNi offers a balanced profile. It is easily processed through cold heading—the standard method for producing high-volume electrical rivets—allowing for cost-effective manufacturing without sacrificing material purity.
Manufacturing and Microstructure Optimization
The performance of AgCuNi is highly dependent on the metallurgical process. At Contactrivets, we utilize vacuum induction melting and controlled cooling to ensure a uniform distribution of the nickel phase. A non-uniform microstructure can lead to localized “hot spots” where corrosion can take root. By optimizing the sintering and drawing processes, we achieve a fine-grained structure that maximizes both electrical pathing and corrosive shielding.
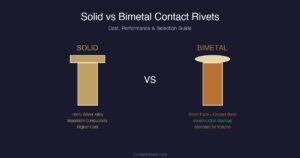
Furthermore, the “bimetal” approach is often used with AgCuNi. By using an AgCuNi working face bonded to a copper shank, manufacturers can reduce the total silver content, significantly lowering costs while keeping the high-performance alloy exactly where it’s needed: at the contact interface.
Conclusion
As marine technology moves toward more complex electrification and automation, the demand for resilient materials will only grow. AgCuNi alloys represent a mature, technically sound solution for the “salt and spark” dilemma. By understanding the metallurgy behind these alloys, engineers can specify contacts that not only meet today’s standards but endure the tests of the ocean for years to come.