The race toward ultra-fast EV charging is driving the development of megawatt-scale charging stations. Capable of delivering over 1MW of power, these stations require specialized High-Voltage DC (HVDC) contactors to safely manage currents exceeding 500A at voltages up to 1000V. At these energy levels, the contact material is the most vulnerable link in the power chain, necessitating extreme performance in arc quenching and thermal management.

The Physics of DC Arc Quenching
In AC circuits, the current naturally crosses zero 100 or 120 times per second, allowing the arc to extinguish. In DC circuits, the arc is persistent and intense. Megawatt charging contactors often utilize hydrogen or nitrogen-filled ceramic chambers to suppress arcing. However, the physical contacts themselves must be made of materials that can withstand the localized temperatures of the arc (which can exceed 10,000K) without welding or excessive evaporation.
Silver Tin Oxide (AgSnO2) in HVDC Applications
For megawatt-scale HVDC contactors, AgSnO2 remains the material of choice. Its high melting point and resistance to material transfer are superior to silver-nickel or silver-copper alloys. To further enhance performance, many manufacturers utilize “doped” AgSnO2, adding trace elements like Indium Oxide (In2O3) or Bismuth Oxide (Bi2O3) to refine the grain structure and improve the homogeneity of the oxide particles. This results in a more stable contact surface and lower erosion rates during the high-current “break” operations common in emergency shutdowns.
Technical Performance Metrics
Designing for megawatt stations requires strict adherence to the following technical criteria:
- Electrical Life: Must exceed 1,000 operations at full rated break capacity (e.g., breaking 1000A at 1000V).
- Anti-Welding Strength: The contact material must resist welding even during momentary short-circuit currents (Icw) up to several kiloamperes.
- Contact Gap Optimization: In HVDC contactors, the physical gap between contacts must be large enough to prevent re-striking, which puts additional mechanical stress on the contact rivets.
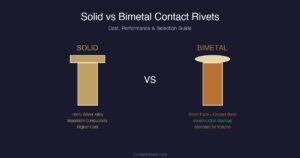
The Role of Bimetal Technology
In high-current contactors, the heat generated by Joule heating (I²R) can cause the contacts to soften. Bimetal rivets with high-conductivity copper shanks are essential for pulling heat away from the silver alloy face and into the busbar assembly. Proper metallurgical bonding between the silver and copper is critical; any delamination at the interface will increase contact resistance and lead to catastrophic failure.
Conclusion
Megawatt charging stations are the future of heavy-duty transport and long-haul EV travel. The reliability of these stations hinges on the performance of HVDC contactors and their internal silver contacts. By utilizing high-grade AgSnO2 and advanced bimetal manufacturing techniques, engineers can build charging infrastructure that is both safe and durable. Contact WEUP for specialized material data sheets for your next HVDC project.